- Best Budget Buy – Ender 3 Pro
- Value For Money – Anycubic Chiron
- Best Prosumer – Lulzbot Taz Mini
Best Budget Buy – Ender 3 Pro v2
Pros: Hours of videos on tuning advice, Cheap Consumables, Great Results with PLA and PETG, Easiest entry level machine to convert to Direct Drive Extrusion. Can be bought with silent stepper drivers.
Cons: Generic mid tier construction, build and overall quality. All the cons of a PTFE Lined Bowden setup.

Value For Money – Anycubic Chiron
Pros: $/Build Volume, Decent parts compatibility, Mid to upper tier construction. Great Results with PLA and PETG. e3d Volcano hot end(note 24v before ordering spares) Replaceable drivers. GIANT BUILD VOLUME!
Cons: Horrible internal software features including but not limited to auto leveling(don’t use it ever just keep a flat bed it isn’t hard). All the cons of a PTFE Lined Bowden setup. LOUD Stepper drivers, like unacceptably loud.

Best Prosumer – Lulzbot Taz Mini 2
Pros: Print any filament including tpu/tpe reliably and nylons/PC/etc.. (assuming you have enclosure or climate control), Most of the size you really need for most things you actually do day to day. Lulzbot tuning which is out of the box the best. Software source files come with the unit. Better build quality than is obvious upon first inspection.
Cons: Initial buy in Cost.
For years I managed to outsource rapid prototyping but as costs decreased and material properties improved it became reasonable to bring some work in house. The first printer I ran was at Three R Plastics and was a Taz 5 without an enclosure. The ambient temperature swings of an efficient office environment proved detrimental to long builds or holding any tight tolerances. Not long after I found an open box buy on a MicroCenter house brand Flash Forgeish machine. This well worn unit had a partial enclosure smaller build platform and tighter footprint for my home office. The second head was toast, but that was replaced with an ebay unit… long after.

Wanna be star trek…
Upgrades to printer: This is generic information and is applicable to many machines. My basic upgrades always include Glass Bed, and high temperature PTFE, I source mine from McMaster and have yet to find better, test it with a soldering iron or digital hot plate to see when it melts before wasting your time if you have doubts about ebay sources. Why upgrade your PTFE liner? What is your PTFE liner? Between the extruder and the nozzle the filament travels through a teflon tube which runs the length of the extruder and ends at the brass nozzle itself. This should not be confused with the feed tube which runs from your spool to your extruder, this is mounted inside the nozzle and can only be replaced by removing the nozzle or the extruder itself. Since this tube is in contact with the heated nozzle its temperature resistance is critical, if it melts or gets to hot it clogs or binds with incoming filament. Most printers have decent quality PTFE liners, some do not, be sure buy quality and you will not have your prints ruined.
Proof these printers can go the mileage….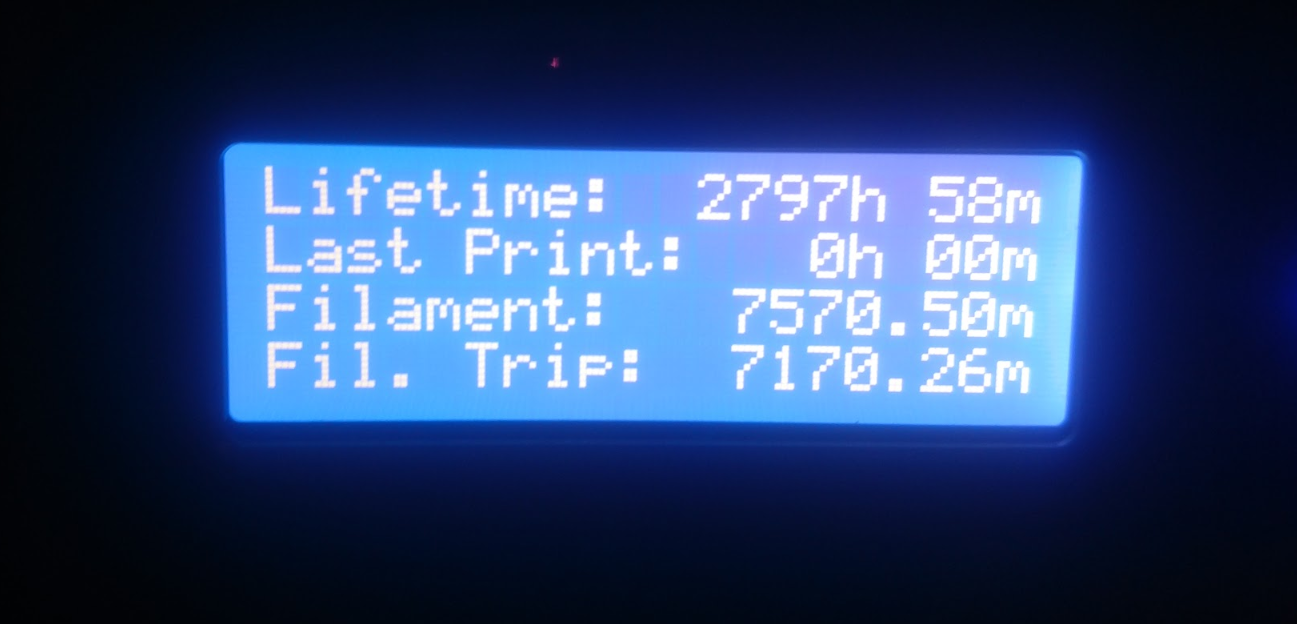
General Tips:
Noise – Put the printer in another room, by another room I mean one you are not in, i’m convinced I will pay in future hearing loss for hosting this robot so near to my head for so long.
Software – I started using Cura and Slicer then moved to Matter Control and eventually settled on Simplify 3d. I could be using any of them today but prefer Simplify 3d for its ability to save many materials/setups as well as its default support settings, and miss some of the remote features and webcam support of matter control.
Drip feed, memory card, or wireless? It depends on how critical your build, I’ve had winders updates kill an overnight builds, but i’ve also lost much needed additional control which the machine didn’t offer within its interface by using a memory card. I do recommend a power supply if you have a reliable one, if only to give yourself the time to pause. I don’t have wireless but it adds an extra complication I have not found necessary.
Benchmarking your machine– When I get new materials I like to print several parts to test how they behave with supports, shrinkage, and other miscellaneous surprises. This also gives me an opportunity to check my the dimensional accuracy as well as the squareness in all axis. For this all you need is a caliper and time. The best writeup you can find to find was written by ‘mhackney’ on the lulzbot forums titled ‘A Strategy For Obtaining Great Prints’. If this content isn’t gold enough, checkout his follow up ‘Strategies For Resolving Print Artifacts’.
Marvin the Keychain is a popular file which scales well and tests your printers accuracy but is not great for measuring.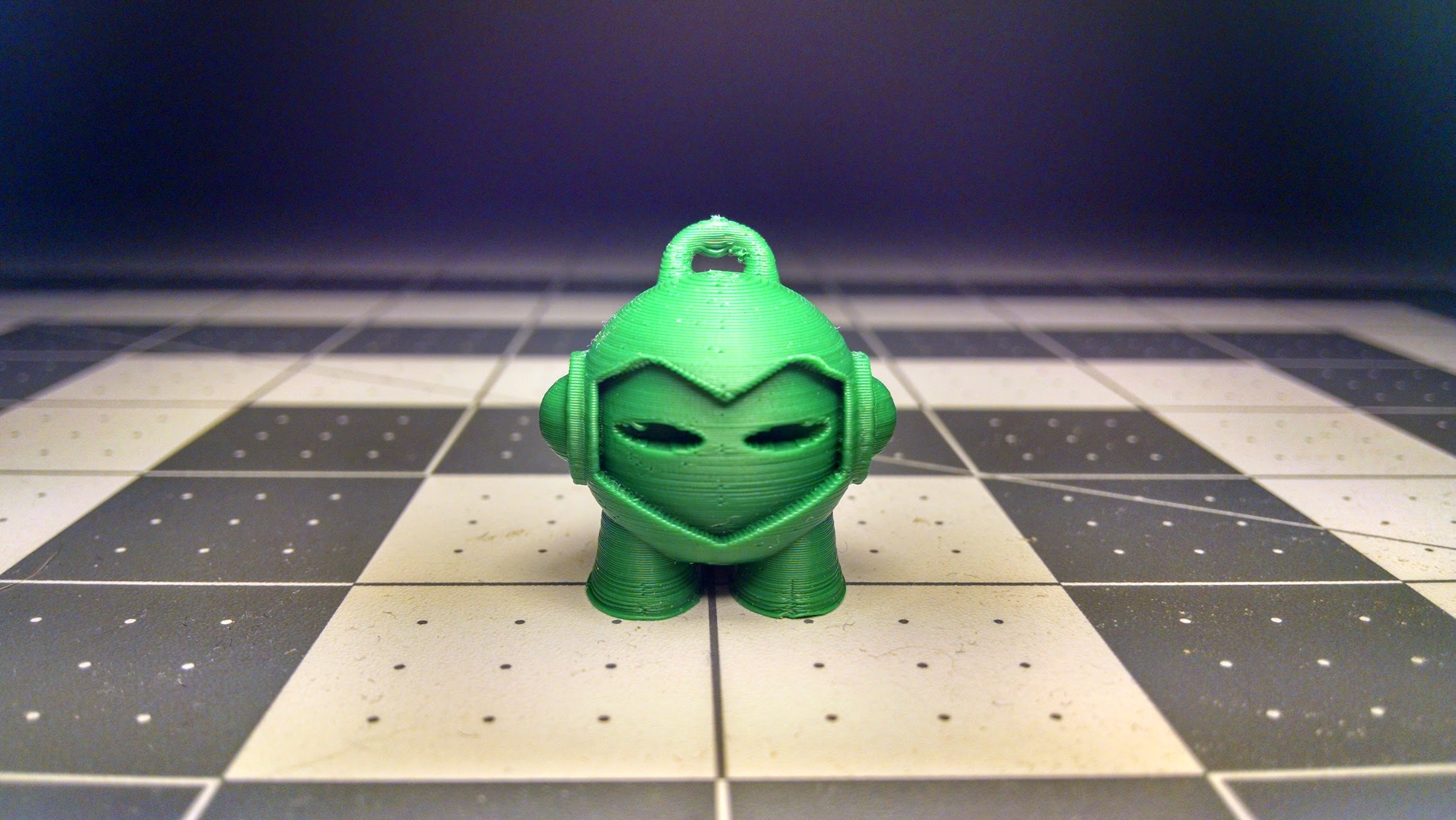
Generic machine test file. 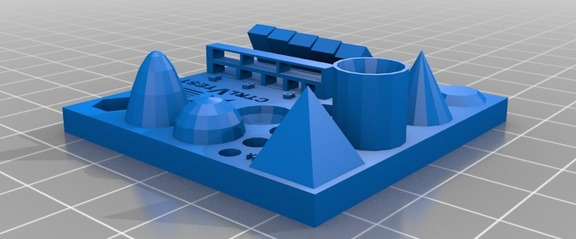
Printing Surfaces :
Glass – Why glass? Borosilicate Glass has great thermal properties, specifically low thermal conductivity and subsequently my bed temperature has greater stability. Not to mention your bottom layers take on a perfectly smooth finish. Many materials print directly on glass but often times it is easier to apply something to the glass to aid in adhesion. I buy pre cut to size for my printer from McMaster-Carr. The particular glass I use is 0.25in thick, i’m rough with cleaning, and to account for this I printed a Z offset spacer for the switch as the software I was using did not export this properly, much frustration. To hold the glass bed in place you can print adapters or use binder clips, or kapton tape over each corner.
PVA – White Elmers Glue 5 parts water 1 part glue – I use this on glass, and sometimes on top of kapton tape. I don’t use glue sticks as I find they are more trouble than they are worth.
ABS/Solvent– Acetone and abs slurry 10g abs/8oz Acetone, dispersed using a hdpe squeeze bottle. Adjust your ABS/Solvent mixture as you see fit.
Kapton Tape – This can get expensive but I buy it in rolls the width of my glass and try to use it sparingly. This may seem petty but i’ve ruined a rolled, so cut with scissors to avoid the mistake of cutting through multiple layers with a blade.
I don’t use painters tape but others have good luck with it.
Filaments:

Storage – Keep your filament dry, some plastic absorbs more moisture than others. I keep things dry with silica packets and sealed containers. If you are in a very humid climate you may need to dry with heat between 150-180f for about 4 hours, be careful to benchmark your oven and be weary of harmful fumes. Still researching dryers including rebranded dehumidifier.
ABS – I use this because of its speed and appearance properties on big parts. It also behaves well with support, not as well as PLA but better than the rest. ABS due to its solvent sensitivity can be post processed with Acetone baths or vapor smoothing.
-

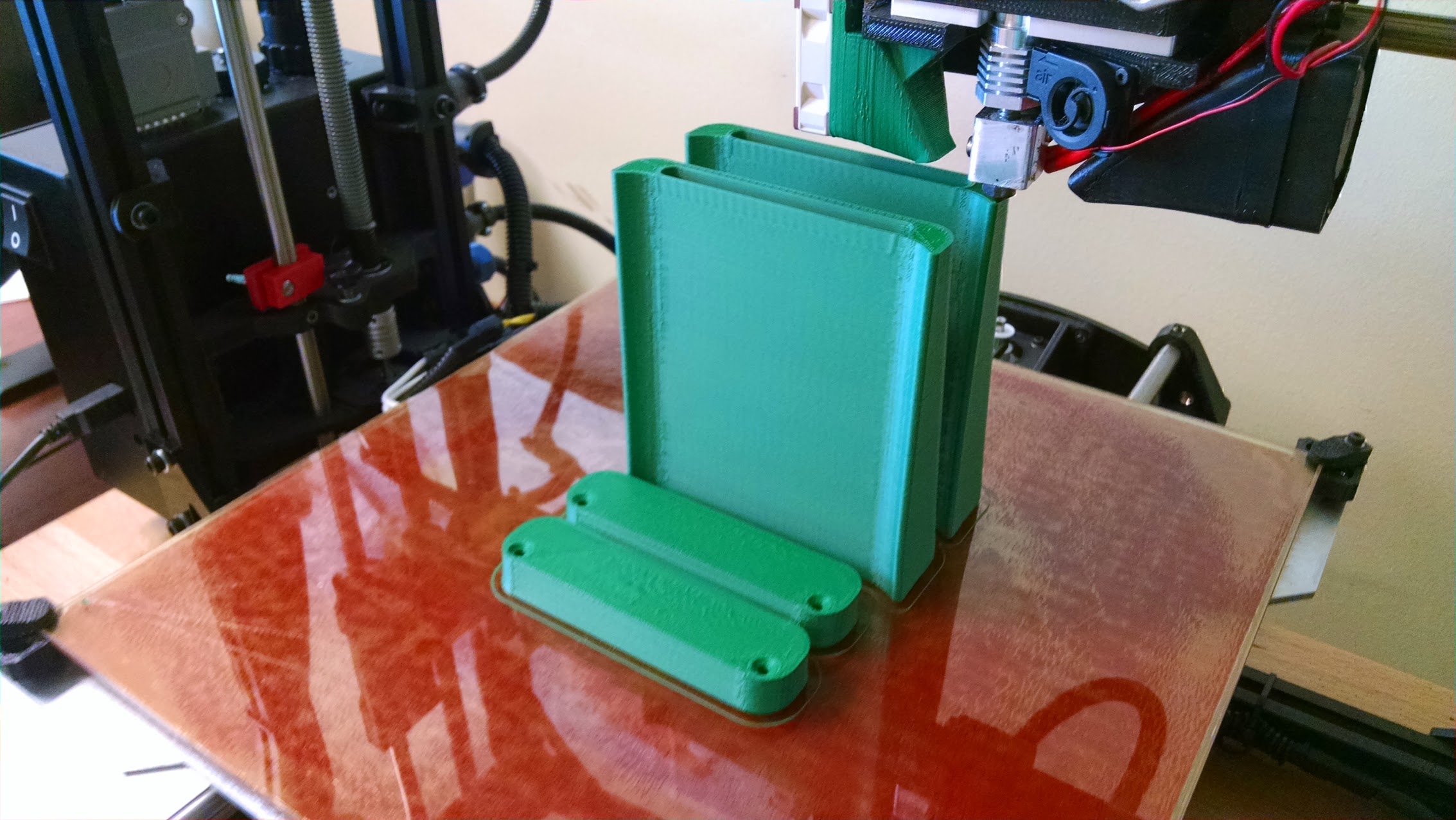
- ABS Speaker Accessory*
-
- Smooth and Regular
-

- ABS Brake Light Mount

-

- Bike Brake Light

PLA – I use PLA for large parts which I need dimensional stability or parts where I have tensile strength to spare. Although its tensile strength is high its flexural strength is lower than ABS.
-

- Pit Pat*

-

- Prototype Tool

-

- Clamp

TPU – This is a flexible urethane which has an unbelievable tensile strength which in combination with sparse internal geometry can create unique dampening effects. Interesting transparent properties. Makes great keychain, seal, or bushing material.
Trade Names: Thermoplastic Urethane
Brands I use Sainsmart




TPE – Soft touch is the best way to describe this material although it’s more flexible than TPU it’s tensile strength is not as high. I find it easier to print than TPU but neither are a walk in the park. Makes great grips, bumpers, and tool handles.
Trade Names – Santoprene, Thermoplastic Elastomer
Brands I use: Ninjaflex
Polycarbonate – Strong but shrink prone material which I’ve only printed in small shapes and sizes. My experience is limited but some parts were very durable.
NYLON – This material is my favorite but comes with some asterisks. So far i’ve only used Taulman materials with success and prefer their less exotic variety. Bridge, 910, but have also had success with 645 and and 680 with time for setup and tuning. Most of these materials are not true nylons.
Brands I use: Taulman






PETG/PETT – I’ve only used this material for small parts and light pipes. It was stable so long as my parts were short, tall parts experienced some delamination but I didn’t have time to set up and try more.
Acetal/POM – I’ve used this as IGUS Tribos material and in generic form; the generic required more shrink compensation and pushed my extruders teflon to its limit. I’ve used these to make bushings which have maintained very high service intervals.
Trade Name: Delrin, IGUS Tribos
-
- Clamp



External References:
‘A Strategy For Obtaining Great Prints’
Matter Hackers Troubleshooting Guide
Thomas Sanlanderer Youtube
Rep Rap Wiki
Thingiverse – 3D STL Files
GrabCad – Cad Files
MatterHackers – Retailer
Taulman Filament – NYLON Specialty Filament
IGUS TRIBOS – 3d Printable bushing material.